From Prototype to Production
The third stage of hardware product development — from production-authorized prototype through supply chain setup, production tooling qualification, PCBA production, quality management, and the first completed production run.
Home › How It Works › Prototype to Production
Stage 3 of 4 | First production run phase | Typical duration: 6–12 weeks
CHAPTER 03 · HOW IT WORKS
WHAT CHANGES
Production is not a scaled-up prototype — here is what actually changes
Three things change fundamentally when a product moves from prototype to production — how quality is ensured, how the supply chain is structured, and how the manufacturing process is controlled. Understanding these three changes is the foundation for planning a production transition that goes smoothly.
From sample quality to consistent quality
Quality shifts from 100% inspection of every unit to process control with AQL sampling. The focus is on preventing defects and verifying the process, not checking every unit.
WHAT THIS MEANS FOR YOUR PRODUCTION PLAN
Design the quality system: define AQL levels; set up process controls.
With those three transitions understood — here is the six-step process for executing them.


QUANTITY
Agree your quality acceptance criteria before production begins
THREE FUNDAMENTAL TRANSITIONS
From ad-hoc sourcing to structured supply chain
Prototypes use manual setup and adjustments. Production uses standardized processor, fixtures, test programs, and measured performance to ensure repeatability at scale.
WHAT THIS MEANS FOR YOUR PRODUCTION PLAN
Establish standardized work, test coverage, and process monitoring.


From manual builds to controlled manufacturing
Prototypes use flexible, local sourcing with quick decisions. Production requires qualified, reliable suppliers, documented alternatives, and inventory planning to avoid disruptions.
WHAT THIS MEANS FOR YOUR PRODUCTION PLAN
Build a qualified supply base and plan inventory for key components.


What stays the same and what changes fundamentally
PROTOTYPE BUILD VS PRODUCTION RUN
AQL levels for critical, major, and minor defects are not universal — they depend on your product's risk profile, your customer's quality expectations, and your warranty policy. A medical device has different AQL requirements from a consumer IoT device. Agreeing them at the production planning stage makes them the contractual standard for acceptance — and eliminates quality disputes after the production run is complete.
——————
Action: Review and approve your product's AQL levels as part of the production planning step. This is the document you point to when evaluating whether a production batch meets specification.
Order long-lead components when production order confirmed
Set your first-pass yield target before production begins




Prototype builds validate design and function. Production runs scale with controlled processes, supply continuity, and measurable quality.
AQL statistical sampling
50-20 units
PROTOTYPE BUILD
PRODUCTION UNIT
INSPECTION
100% inspection
50-50,000+ units
QUALITY
Inspection every output
Control every process input
SOURCING
Order once per build
Ongoing supply agreement
LONG-LEAD
Managed per build
12-26 weeks ahead
The production planning step includes a BOM-level lead time analysis for every component. For component with a lead time , the options are: order immediately, qualify an alternative with shorter lead time, or accept the schedule delay. The worst outcome is discovering long-lead component problem after production assembly was supposed to have started. At that point, all 3 options are still available, but only the third is available immediately.
——————
Action: At production planning, confirm the lead time status of every BOM component and authorize immediate ordering of any long-lead items. This is the single action with the largest impact on whether your first production run ships on schedule.
First-pass yield — the percentage of units that pass all inspections without rework — is the primary metric by which production quality is assessed in real time. A production run with no agreed yield target has no trip wire: if yield starts declining, there is no defined threshold that triggers investigation. A production run with an agreed yield target has an automatic monitoring system: every batch that falls below the threshold is an investigation trigger.
——————
Action: Agree a minimum first-pass yield target with your manufacturing team at production planning. For most products, 95% first-pass yield at PCBA stage is a reasonable baseline. For high-reliability applications, 98%+ is more appropriate.
Monitor + control per batch
Set parameters once per build
PROCESS
Tracked per batch
Not tracked (small quantity)
YIELD
Quality document package
Evaluation package
DOCUMENT
Two phases. One standard
Different goals
Prototype builds focus on learning and validation. Production runs focus on consistency and scale.
Different controls
Prototypes use 100% inspection and iterative adjustments. Production uses process control and statistical methods.
Same commitment
We maintain the same quality standards, documentation, and communication across both phases.
See the six-step production process ↓
THE PROCESS
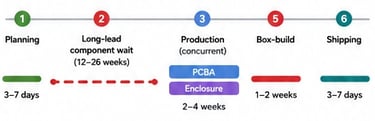
Six steps from production authorization to first delivery
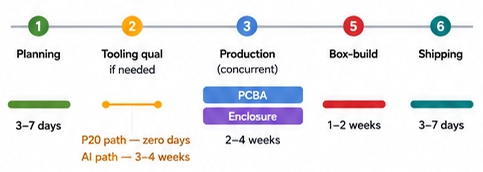
PCBA production and enclosure production run concurrently at Steps 3 and 4 — reducing total production timeline. Shipment is authorized by the client after reviewing production quality documentation at Step 5.
These six steps take your production-authorized prototype to your first completed production run. Here is what to expect on timeline and cost.
See Stage 3 timeline and cost ↓
Production Planning and Supply Chain Setup
STEP ①
1–2 weeks
The production stage begins with the formalization of the production order and the systematic preparation of the supply chain that will support it. The production-authorized prototype confirms what will be built. Step 1 establishes everything needed to build it at scale — the production BOM with production-quantity pricing, the component ordering schedule with lead times confirmed for every line item, the production schedule with confirmed milestones, and the supply chain agreements with authorized distributors that will supply the BOM components for this run and for subsequent production runs.
The most commercially critical action at Step 1 is the long-lead component analysis and ordering. The production BOM is reviewed line by line against current Shenzhen market availability and lead times. Any component with a lead time that would delay the production start date is identified and one of three actions is taken: the component is ordered immediately regardless of the production start date, an alternative with shorter lead time is proposed and approved, or the production schedule is adjusted to accommodate the lead time. The worst outcome — discovering a long-lead component problem after production assembly was supposed to start — is prevented by making this analysis the first substantive action of Step 1.
Confirm production quantity and any production quantity options (e.g., a confirmed quantity of 500 units with an option on an additional 250 units). Confirm target first delivery date and any flexibility in the delivery window. Confirm any consignment components being supplied directly to the production facility. Review and approve the production BOM with production-quantity pricing — this is the pricing baseline for the production order. Confirm any conditional items from the Chapter 2 production authorization that need to be implemented at production.


Review production-authorized prototype documentation and Chapter 2 handoff brief. Produce production BOM with production-quantity unit pricing. Conduct line-by-line lead time analysis for all BOM components. Order long-lead components immediately upon client approval of production BOM. Produce production schedule with confirmed milestones. Establish supply chain agreements with authorized distributors. Implement any conditional items from Chapter 2 production authorization in the production BOM and specification.
STEP ②
0–5 weeks
Production Tooling Qualification
This step applies only to products that used aluminum rapid tooling at the prototype stage. If your product used P20 steel production tooling at the prototype stage in Chapter 2 — either because you chose production tooling directly or because the design confidence from Chapter 1 DFM review justified it — this step has zero duration. The prototype tool is the production tool. It has already been qualified through the Chapter 2 first shot and fit check process. Production enclosure manufacturing begins immediately at Step 4.
For products using aluminum rapid tooling at prototype stage that now need production-grade steel tooling: production tooling is fabricated from P20 pre-hardened steel (for standard production runs up to 500,000 shots) or H13 hardened steel (for high-volume production or glass-filled materials requiring a harder tool). The production tooling fabrication and qualification process follows the same path as Chapter 2 Step 4 — first shots, dimensional inspection against 2D drawings, fit check with a production PCBA sample — but with production-grade steel that will run for hundreds of thousands of shots rather than the aluminum rapid tool's 5,000–10,000 shot life. If the enclosure design was not changed between prototype and production (which is the case for most direct production paths), the production tool is cut from the same approved design. First shots from the production tool are compared against the prototype first shot inspection results to confirm the production tool produces parts equivalent to or better than the prototype tool.
For P20 path — no action required at this step. Production enclosure manufacturing proceeds directly at Step 4. For aluminum prototype path — review production tooling first shots and dimensional inspection report. Confirm cosmetic acceptance for production tooling output against the same cosmetic acceptance criteria used at Chapter 2 Step 4.
For P20 path — confirm production tooling is cleared for production runs based on Chapter 2 qualification records. No additional tooling work required. For aluminum prototype path — fabricate production tooling in agreed steel grade, execute first shots, conduct dimensional inspection, execute fit check with production PCBA sample, produce production tooling qualification report.
Produce production panel design document. Execute SMT assembly per production panel design and build traveler. Run AOI inspection per batch. Run X-ray inspection for BGA and QFN packages. Record first-pass yield per batch. Quarantine, root-cause-investigate, and rework any failing boards per IPC-7711. Monitor yield trend across batches and investigate any batch below yield threshold before proceeding. Produce batch inspection reports. Compile production PCBA yield record.
Review production PCBA batch reports when issued at the completion of each production batch. Raise any quality concerns before enclosure assembly begins — concerns raised after box-build assembly are more complex to resolve because the PCBA is inside the enclosure. Approve or flag the PCBA batch output before Step 5 begins.
Production PCBA assembly executes the same IPC-A-610 Class 2 standard as the prototype build — the quality standard doesn't change. What changes is the production implementation of that standard: the boards are panelized (multiple PCBs per panel for throughput efficiency), the assembly process runs over multiple days or weeks rather than hours, and quality is managed through process control and AQL statistical sampling rather than 100% inspection. The production panel design — how many PCBs fit on each panel and in what orientation — is a specific engineering decision that affects throughput, yield, and depanelization quality. For prototype builds, panelization is done once and run once. For production, the panel design is a production document that runs repeatably.
Each batch of production boards goes through the same assembly sequence as the prototype build — SMT paste application, pick-and-place, reflow, through-hole (if applicable) — followed by AOI inspection and X-ray inspection for BGA and QFN packages. First-pass yield is recorded per batch. Boards that fail AOI or X-ray inspection are quarantined and root-cause-investigated before rework is authorized. Rework is performed to IPC-7711 standard — the rework companion to IPC-A-610. Reworked boards are re-inspected and either pass into the production flow or are scrapped. The yield record tracks first-pass yield, rework rate, and scrap rate per batch. Any batch below the agreed first-pass yield threshold triggers a process investigation before the next batch begins.
PCBA Production
STEP ③
1–3 weeks
Execute production injection molding from qualified production tooling. Monitor process parameters per cycle. Execute dimensional sampling inspection at agreed intervals. Execute cosmetic AQL inspection against agreed acceptance criteria. Execute secondary operations with inspection at each stage. Produce enclosure production inspection records. Flag any cosmetic issue above AQL threshold to client before continuing.
No action required during enclosure production unless cosmetic issues are identified during production inspection that warrant client review before the run continues. Cosmetic issues above the agreed AQL threshold trigger a client notification before the run continues.
Enclosure production runs from the production-qualified injection mold tooling — either the P20 steel tool used at prototype stage or the newly qualified production tooling from Step 2. Production injection molding runs the tool for the full production quantity across multiple shifts, potentially over days of continuous operation. The process parameters established during tooling qualification are the starting point for production runs — but process control monitoring ensures those parameters remain within their controlled ranges as the tool heats up, cycles repeatedly, and accumulates wear. Shot weight is monitored per cycle. Dimensional sampling checks critical features against 2D drawings at defined intervals — not every shot, but at a frequency sufficient to detect process drift before it produces out-of-specification parts.
Cosmetic inspection of enclosure production output follows the agreed cosmetic acceptance criteria established at Chapter 1 Step 4 and referenced at Chapter 2 Step 4. The criteria don't change from prototype to production — the same surface finish specification, the same parting line appearance standard, the same color match requirement. What changes is the inspection regime: production cosmetic inspection operates at AQL sampling frequency, with the specific AQL level for cosmetic defects agreed at production planning. Secondary operations — printing, painting, UV coating, pad printing, laser engraving — are performed and inspected as separate stages after molding, each with their own inspection checkpoint in the production flow.
Enclosure and Mechanical Parts Production
STEP ④
1–3 weeks
Execute box-build assembly per production assembly instructions. Load production firmware to each unit. Execute production functional test through test fixture for each unit (where applicable) or bench functional test per production test specification. Execute final cosmetic inspection of complete assembled units. Compile complete production quality documentation package. Issue package to client for review. Await client written shipment authorization before dispatching freight.
Review the complete production quality documentation package. This is the formal record of the production run — take the time to review it properly before authorizing shipment. Confirm that the yield records, inspection records, and final test results meet the agreed quality standards. Provide written shipment authorization. If any concern arises from the documentation review, raise it before shipment authorization — not after the freight has been dispatched.
Box-build assembly brings together the production PCBAs from Step 3 and the production enclosures from Step 4 — along with any additional mechanical parts, hardware, cables, displays, or accessories specified in the production BOM — into the complete assembled product. The assembly sequence follows the assembly instructions documented at the production planning stage, which themselves derive from the assembly process established and validated during prototype builds at Chapter 2. Production firmware is loaded to each unit. Where a production test fixture was designed (for production quantities typically above 200 units), each assembled unit is tested through the fixture — a 30–90 second automated functional test that verifies the product's core functions before packaging.
Final cosmetic inspection of the complete assembled product confirms that the assembly process has not introduced any cosmetic issues beyond those managed at the component inspection stages. The production quality documentation package is compiled from all preceding inspection records — the PCBA batch reports, the enclosure inspection records, the secondary operations records, the box-build assembly log, the final inspection results, and the production firmware version record. This documentation package is the formal record of the production run — the evidence that the production was executed to the agreed quality standard. You review this documentation before authorizing shipment. Shipment does not proceed without your authorization.
Box-Build Assembly and Final Inspection
1–2 weeks
STEP ⑤
Prepare complete export documentation set — commercial invoice, packing list, HS code classification, certificate of origin where required. Arrange freight with agreed carrier. Provide tracking information at dispatch. Monitor shipment to destination. Coordinate customs clearance at destination country as required. Confirm delivery. Issue Chapter 4 handoff brief.
Confirm shipping address and any specific delivery instructions for the destination facility. Confirm preferred shipping method and confirm acceptance of freight charges. Confirm any specific import documentation requirements for the destination country — particularly for medical devices, radio-frequency products, or products requiring specific certifications for import clearance. Confirm receipt of the Chapter 4 handoff brief.
With shipment authorized, the freight forwarding process begins. All export documentation is prepared: the commercial invoice (declaring the value and description of goods for customs), the packing list (specifying the number and content of each carton), HS code classification (the internationally standardized product classification that determines the applicable import duty in the destination country), and a certificate of origin where required by the destination country's import regulations. For clients receiving goods in markets with active free trade agreement provisions (United States, European Union, United Kingdom, Australia, among others), correct HS code classification can determine whether preferential duty rates apply.
Shipping method is chosen based on the client's timeline and volume requirements. DHL and FedEx international express delivery is appropriate for first production runs at small-to-medium quantities — it provides door-to-door tracking, fast transit (3–7 days from Shenzhen to major markets), and insurance coverage. Sea freight (LCL for less-than-container-load or FCL for full container load) is appropriate for larger volumes where the lower per-unit freight cost justifies the longer transit time (25–40 days from Shenzhen to major ports). For clients with ongoing production relationships, a freight consolidation strategy — batching multiple production runs into container-optimized shipments — reduces per-unit logistics cost significantly. The Chapter 4 handoff brief is issued simultaneously with the shipment dispatch — it documents the production baseline, the supply chain agreements, the quality records, and the starting point for ongoing production management.
Shipping and Delivery
STEP ⑥
3–40 days
QUALITY MANAGEMENT
How production quality is managed differently from prototype quality
Four quality system mechanisms — AQL sampling inspection, yield monitoring, traceability, and production test fixtures. Together they constitute a production quality system designed for consistent output at commercial scale, not for evaluating individual prototype units.
AQL Sampling Inspection
WHAT IT IS: Acceptance Quality Level (AQL) sampling is a globally recognized ISO standard used across manufacturing to determine how many units of a production batch must be inspected and how many defects are allowed before rejecting the whole lot.
WHY IT MATTERS: While small prototype batches can be fully inspected, 100% inspection becomes economically impractical for large production volumes. AQL sampling provides a cost-effective, repeatable, and statistically accurate alternative that detects the same defect rates at a fraction of the time and cost.
HOW IT WORKS: The chosen AQL level sets the acceptable defect threshold, while the batch size and inspection level determine the exact sample size using standard ISO tables. If the number of defects found in that sample exceeds the allowed limit, the entire batch is rejected and must undergo a full 100% screening.
With the quality system understood, here is what to expect on timeline & cost for Stage 3.


WHAT IT IS: First-pass yield is the primary real-time quality metric that measures the percentage of units that pass all inspection and test stages without requiring any rework. Even if a unit eventually passes final inspection, it is excluded from this metric if it required a single correction at any stage.
WHY IT MATTERS: Yield monitoring provides transparency, allowing quality problems to be detected and corrected at the batch level within hours rather than at the end of production or by the customer. Catching a drop in yield early signals a process issue, which prevents hundreds of defective units from being made and significantly lowers resolution costs.
HOW IT WORKS: Yield is calculated per batch by dividing the number of units that passed without rework by the total units in that batch. If a batch falls below the agreed quality threshold, production is paused to identify and correct the root cause before resuming.
Yield Monitoring and Control


WHAT IT IS: Component-level traceability is the ability to track exactly which component lot numbers and date codes were used in an individual unit or production batch. This creates a documented history that allows manufacturers to pinpoint and recall only the specific units containing a faulty component, rather than being forced into a massive, blanket recall.
WHY IT MATTERS: Traceability is commercially essential in electronics because issues like early-life capacitor failures, counterfeit chips, or hidden silicon die revisions can slip into production. When these defects cause failures in the field, knowing exactly which units contain those specific component lots makes the difference between a highly targeted recall and a costly, full-scale product recall.
HOW IT WORKS: Incoming components have their lot codes, date codes, and supplier data recorded, which are then linked to specific production batches using a "build traveler" document. For higher-security tracking, scanning individual serial numbers during assembly creates a precise, unit-level history linking each finished product to its exact internal components.
Traceability
WHAT IT IS: A production test fixture is a dedicated hardware device that uses a mechanical housing, spring-loaded pogo pins, and an automatic controller to run a complete functional test sequence on a PCB in 30–120 seconds. It eliminates human judgment by automatically applying power, measuring outputs, and deciding if a unit passes or fails.
WHY IT MATTERS: Transitioning from manual bench testing to an automated fixture reduces testing time for a 1,000-unit run from up to 167 hours down to a fraction of that time, quickly saving money. Additionally, it removes human error and operator variability, ensuring identical, repeatable, and auditable test sequences for every single unit.
HOW IT WORKS: Built from the product's functional specifications, the fixture uses pogo pins to contact pre-designed test points on the PCB to check critical functions like power, connectivity, and current consumption. The controller logs every result to a database by serial number, and any failed units are flagged with a specific code and pulled from the line for investigation before rework.
Production Test Fixture
What to expect on time and budget for Stage 3
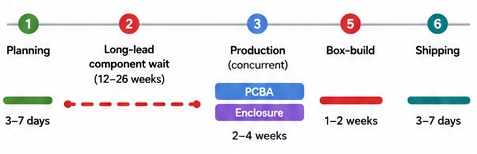
The Stage 3 timeline is dominated by component lead times — not by production process duration. A production run with all components in Shenzhen stock can complete in 4–6 weeks. The same run with one long-lead component can take 16–26 weeks. Understanding which applies to your BOM is the most important production planning question.
TIMELINE & COST
WHAT INCREASES TIMELINE AND COST
Stage 3 timeline — two scenarios
Stage 3 cost structure
$10-$30
TIER 01
Simple Product
Under 30 BOM lines
TIER 02
Medium Complexity
30-80 BOM lines
$30-$100
Scenario B - BOM contains long-lead components
Common with specialty ICs or constrained parts
$80-$200+

TIER 03
High Complexity
80+ BOM lines
Scenario A - All BOM components in Shenzhen stock
Typical for standard BOMs
PER-UNIT COST AT 500 UNITS
What affects Stage 3 timeline and cost
Long-lead BOM components
Low production volume
Tooling qualification after prototype stage
Complex secondary ops, freight or customs
WHAT REDUCES TIMELINE AND COST
Shenzhen-stock components
P20 tooling already qualified
Higher production quantity
Advance component ordering at Stage 2
Ready to move to production?
Tell us about your production run — quantity, timeline, and BOM status — and we'll respond with a production quote and schedule within 48 hours.
START STAGE THREE
NDA before file sharing · Fixed-price production quotes · Response within 48 hours
What happens next
1.We review your production requirements
A production engineer reviews your quantity, BOM status, and delivery requirements. If your BOM needs lead time analysis, we run that immediately and include it in the response.
2.We produce a production quote
Within 48 hours: a fixed-price production quote covering assembly cost, enclosure production, box-build, and component sourcing — with per-unit and total cost clearly separated. BOM component pricing provided as a line-by-line breakdown.
3.We confirm the production schedule
Once the quote is approved, we confirm the production schedule — including long-lead component ordering start date, production start date, and expected delivery date. For BOM components with long lead times, ordering begins immediately on quote approval.
Next Stage:
Launch & Scale →

Previous Stage:
← Design to Prototype
SERVICES
Peakingtech © 2025. · Shenzhen, China · Privacy Policy · Terms of Service
Contact Form
Metal Parts
Peakingtech® is a registered trademark of Peakingtech Co in the United States.
COMPANY
CONTACT